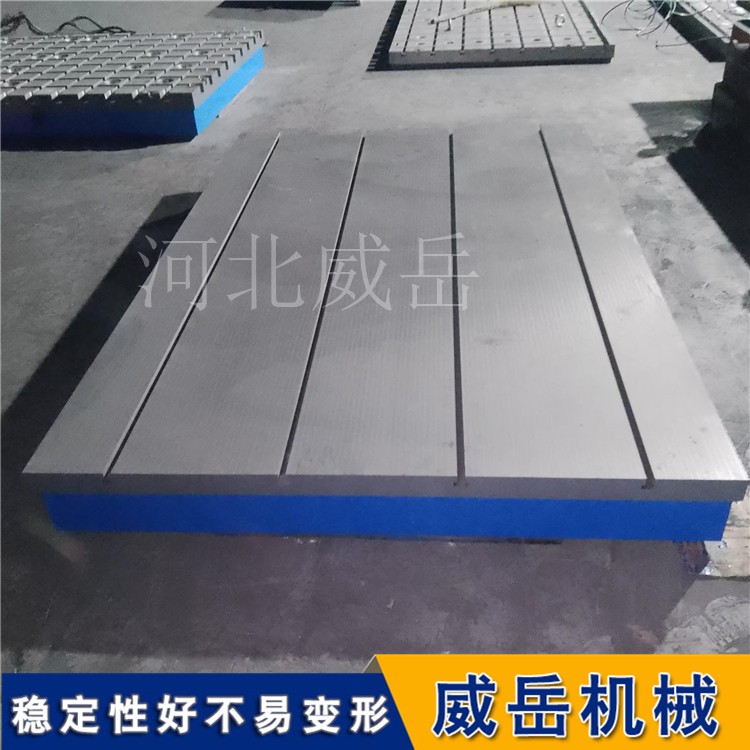
铸铁 T 型槽平台作为铸铁平板的重要一员,应用场景十分广泛 —— 从产品装配、组装,到焊接、装焊、铆焊、组对,它都是不可或缺的铸铁基础工作平台。其核心作用在于为各类加工操作提供稳定基准,方便产品的组装、焊接、铆焊与制作等流程,进而保障产成品在精度、平面度、角度及直线度上的严苛要求。
平台上的 T 型槽更是 “点睛之笔”,它能牢牢固定工件和产品,为后续的划线、测量等工作提供便利。正因如此,铸铁 T 型槽平台几乎渗透到了各个行业领域。那么T型槽平台是怎么研磨的呢?让我们一起来了解一下:
铸铁 T 型槽平台研磨方法:
铸铁 T 型槽平台的研磨是恢复其工作面精度、消除表面磨损或划痕的关键工艺,通过合理的研磨操作,可有效提升平台的平面度、光洁度,保障后续使用的性。以下是具体的研磨方法与操作要点:
一、研磨前的准备
表面清理:先将平台工作面及 T 型槽内的铁屑、油污、锈蚀等杂质彻底清除,可用毛刷、棉布配合清洗剂擦拭,确保表面无残留异物,避免研磨时杂质划伤工作面。
工具与材料准备:根据平台精度要求选择合适的研磨工具,如铸铁研磨平板(硬度略低于待研磨平台,避免划伤)、研磨膏(常用碳化硅或氧化铝磨料,粒度需根据表面状况选择,粗磨可选 80#-120#,精磨可选 240#-400#);同时准备润滑油(如机油,用于调和研磨膏)、校准工具(如水平仪、百分表,用于研磨过程中精度检测)。
二、研磨操作步骤
涂抹研磨膏:将研磨膏与少量润滑油调和,均匀涂抹在研磨平板的工作面或待研磨平台的表面,注意涂抹厚度需均匀,避免局部堆积导致研磨不均。
研磨方式选择:
手工研磨:手持研磨平板,在平台工作面上做 “8” 字形或直线往复运动,力度需均匀,确保研磨平板与平台表面接触,避免局部受力过大造成凹陷。研磨过程中需定期旋转研磨平板,保证平台各区域研磨力度一致。
机械辅助研磨:对于大型平台,可借助研磨机进行操作,通过调整研磨机的转速(一般控制在 30-60 转 / 分钟)和压力,实现均匀研磨,同时需人工辅助监控研磨状态,防止过度研磨。
阶段性检测:每研磨一段时间(通常 30 分钟左右),需用酒精擦拭表面,去除残留研磨膏,再用水平仪或百分表检测平台的平面度误差,根据检测结果调整研磨重点区域,确保整体精度均匀提升。
三、T 型槽的专项研磨
T 型槽作为平台的关键结构,其槽面精度直接影响工件固定的稳定性,研磨时需特别注意:
选用与槽宽匹配的研磨棒(材质为铸铁或铜,避免损伤槽壁),将研磨膏涂抹在研磨棒表面后,插入 T 型槽内做往复推拉运动,同时适当旋转研磨棒,确保槽的侧面、底面均能得到充分研磨。
研磨过程中需频繁清理槽内研磨碎屑,防止二次磨损,必要时可借助专用毛刷清理槽底死角。
四、研磨注意事项
研磨力度控制:避免用力过大导致平台表面过热或出现划痕,以 “轻压慢研” 为原则,通过多次研磨逐步提升精度。
研磨环境要求:研磨需在清洁、干燥的环境中进行,避免灰尘、水汽影响研磨效果;同时需保持平台水平放置,防止因倾斜导致研磨不均。
磨料粒度选择:若平台表面磨损严重或有较深划痕,需先采用粗粒度磨料进行修复性研磨,待表面基本平整后,再换用细粒度磨料进行精磨,终达到所需精度等级(如 0 级、1 级平台需精磨至表面粗糙度 Ra≤0.8μm)。
五、研磨后的处理
研磨结束后,需用干净的棉布或脱脂棉蘸取酒精彻底擦拭平台表面及 T 型槽,去除残留的研磨膏和磨屑;随后检查工作面精度,确认符合要求后,涂抹一层薄防锈油,防止短期内生锈,为后续使用做好准备。